切割是金屬加工的第一道工序��,選對切割技術�����,不僅能讓產品成型更精準,還能大幅降低成本�、提升效率���。面對從薄如蟬翼的金屬薄片到厚達數百毫米的重型鋼材,究竟該怎么選��?答案就藏在材料的“梯度”里——厚度��、成分和精度需求�����,共同決定了你該用哪種切割方式。今天���,我們就來為大家梳理一份通俗易懂的金屬切割“配對指南”。
一、薄金屬板
薄金屬板多見于鋁���、銅等有色金屬,厚度通常在3毫米以下。這類材料的特點是導熱快�、質地軟����,切割時稍不注意就容易變形或燒穿。
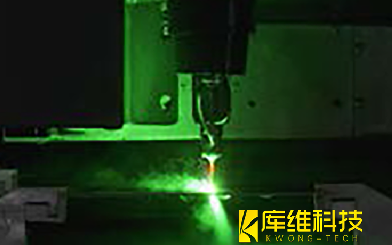
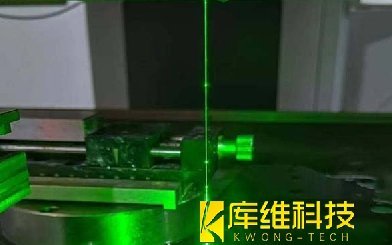
激光切割是薄板的“最佳拍檔”��。它像一把精準的“光刀”�����,通過高能量密度的光束瞬間熔化材料�����,切縫窄、邊緣光滑�,特別適合制作精密零件的復雜形狀���。超高功率激光切割技術不斷突破���,配合AI智能調控系統�����,能自動匹配最佳工藝參數,實時監測熔池狀態���,讓切割質量和穩定性更上一層樓。
如果擔心熱量對薄板造成損傷��,水刀切割和水導激光切割則提供了另外的高端解法��。
水刀切割:它以水為“刀”����,加上磨料輔助�,全程冷態切割�����,幾乎不產生熱影響區��,特別適合對熱變形敏感的材料。
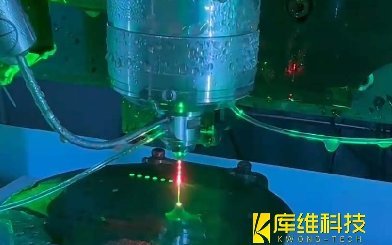
水導激光切割:它將激光束耦合進高壓水射流中,利用水流引導激光并同時冷卻材料���。這種技術兼具激光的精密性和水刀的冷態特性��,尤其適合極薄、高反射或熱敏感材料(如超薄鈦箔、光伏異質結電池中的銅錫合金),能徹底消除傳統激光的熱影響區和微裂紋,實現真正的“無熱損傷”切割�。以銅材為例��,傳統紅外激光的吸收率僅有5%,而新型綠光激光(532nm波長)對銅的吸收率可達40%,是紅外激光的8倍��。
二、中厚金屬板
中厚板(3-25毫米)是工業領域最常見的鋼材類型,如不銹鋼����、碳鋼等。這個厚度區間��,競爭最激烈的是激光切割和等離子切割兩種技術��。
激光切割憑借高精度���、高效率的優勢����,在中厚板市場占有率持續攀升����。搭配智能軟件�,能自動優化切割路徑��,減少空行程時間,適合批量生產精密零件。
等離子切割則像一位“力量型選手”��。它利用高溫等離子弧快速熔化金屬,切割速度比激光快2-3倍,尤其在薄板領域�����,每分鐘可超過100英寸���。雖然切口邊緣略顯粗糙����,但對于只需要初加工的構件來說�,這點“瑕疵”完全可以接受。關鍵是它的設備成本和運行費用都更親民,適合預算有限但追求效率的廠家��。
而針對中厚板中的難加工材料(如高強度裝甲鋼����、耐熱合金)���,水導激光切割正逐漸嶄露頭角���。由于水流能及時帶走切割區域的熱量���,它避免了傳統激光在厚板切割中常見的“掛渣”和“過燒”現象��,切口垂直度極高,大大減少了后續打磨工序����。
三���、厚金屬板
到了25毫米以上的厚金屬板領域��,等離子切割和氧乙炔切割(火焰切割)開始大顯身手。
等離子切割的厚度優勢明顯���,高端設備可穩定切割2英寸(約50毫米)以上的低碳鋼,部分大功率機型甚至能挑戰更厚規格����,速度遠快于火焰切割����。
氧乙炔切割是切割領域的“老前輩”����。它靠氧氣與乙炔燃燒產生的熱量熔化金屬,雖然速度慢����、熱影響區大�����,但設備簡單�、成本極低,在野外作業或沒有電力供應的工地����,依然是許多老師傅的首選�����。對于大型鋼結構�、船舶厚板這些“對精度要求不高但量很大”的場景,火焰切割依然占據一席之地���。
激光切割也在向厚板領域突破。120kW級別的超高功率激光切割機已能處理400毫米級的碳鋼和不銹鋼�����,效率提升達3倍�,但設備投資成本較高,目前主要面向高端制造場景�。
四�����、特殊合金材料
鈦合金、高溫合金等特殊材料�,因為成分特殊(易氧化���、硬度高��、導熱性差)�����,對切割工藝提出了更高要求。
以鈦合金為例����,它廣泛應用于航空航天領域����。這類材料既怕高溫,又需要高精度的幾何形狀�。傳統機械切割容易產生毛刺和應力集中�����,而水刀切割的優勢恰好契合:全程冷態加工,完全不產生熱影響區,能最大程度保護材料的物理特性�����。航空航天企業已普遍采用水刀技術對鈦合金����、鋁材進行近終成型加工,減少了后續繁重的打磨工序。不過,對于鈦合金蜂窩芯�、鎳基單晶葉片等超硬脆材料���,普通水刀的切割力可能不足�,此時水導激光切割便成為理想選擇�。它能在不引入熱損傷的前提下�����,實現極高的表面質量和切割速度�,是目前高端制造中“以切代磨”的關鍵技術之一�����。
激光切割同樣在特殊合金領域表現優異��。三維五軸激光加工技術的出現,讓新能源汽車復雜曲面件的精密切割成為可能——A柱�、B柱�����、電池托盤這些形狀各異的零部件,都離不開這把靈活的“光刀”。
五�����、復合材料
金屬與非金屬復合而成的材料����,切割時最大的難題是:不同材質對熱量的反應差異巨大。比如碳纖維增強金屬,局部過熱可能導致分層或脫粘����。
水刀切割再次成為“解題高手”��。它沒有熱影響區�����,可以精準控制切割深度,不會因熱量積累損傷材料界面����。
而在精密電子領域�����,如切割帶有鍍金層或陶瓷基板的異質復合材料時��,水導激光切割因其極細的光束(最小可達20微米)和無熱效應��,能夠完美解決分層問題�����,同時保證切口邊緣無微裂紋�����,良品率遠高于傳統機械鋸切。
激光切割則勝在“精細控制”����,通過調節功率和焦點位置�����,能夠實現對不同深度的選擇性切割,適合需要一定精度的復合材料零件����。
選型小結
切割技術的選擇��,本質上是“需求匹配”:薄板追求精度和光潔度���,中厚板權衡效率與成本����,厚板看重切割能力和穩定性,特殊材料則必須優先保護材料性能。記住三個關鍵詞——厚度�����、成分�、精度���,就能快速找到最適合的切割方案���。而對于那些處于“傳統熱切割做不好���,機械加工效率低”的灰色地帶的高端材料����,不妨關注一下水導激光切割技術,它往往是打破工藝瓶頸的秘密武器����。
半導體自動化切割都包含哪些技術?
水導激光切割技術:金剛石復合材料精密加工的革新力量
水導激光加工中用到的超純水與普通純凈水有什么區別?

水導激光加工:重構電子產品微納制造的精密利器
水導激光切割設備的具體維護成本與傳統激光切割相比有哪些優勢?

等離子切割VS激光切割:自動化產線如何選型���?

高功率激光切割如何顛覆傳統金屬加工?
水導激光技術與其他激光技術相比有哪些優勢�����?

自動化切割方案部署全流程解析
